








Наши рабочие будут использовать ковочные инструменты, такие как пневматические или электрогидравлические молоты, для выполнения операций по высадке и удлинению нагретой стальной заготовки. Например, сначала осадить стальную заготовку, чтобы уменьшить высоту и увеличить диаметр, а затем удлинить ее, чтобы отрегулировать размер фланца. Для фланцев с отверстиями также необходимы операции штамповки. Если это штамповка, рабочие сначала помещают нагретую стальную заготовку в заранее изготовленную форму и применяют давление через пресс, чтобы придать стальной заготовке форму в форме. Кованые фланцы имеют более высокую точность размеров.
Для кованой заготовки фланца используйте режущее оборудование, чтобы срезать лишние заусенцы. Фланцы с отверстиями также требуют точных операций штамповки, чтобы размер и расположение отверстий соответствовали требованиям.
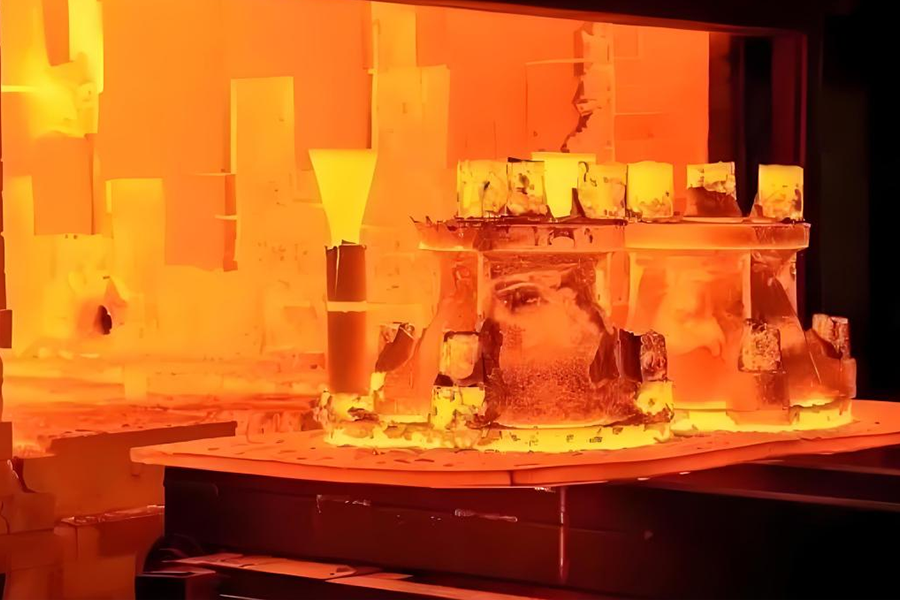
Рабочие помещают фланец в печь для термообработки для нормализации, отпуска и других термических обработок, направленных на улучшение механических свойств фланца, таких как повышение прочности и ударной вязкости. Уплотняющая поверхность, отверстия под болты и другие части фланца обрабатываются на станке. Уплотняющая поверхность фланца может быть обработана на токарном станке для достижения заданной ровности и чистоты; отверстия под болты могут быть обработаны на сверлильном станке для обеспечения точности отверстий.

